Breve descripción del proceso de soldadura PAW (Plasma Arc Welding)
El proceso de soldadura PAW (Plasma Arc Welding), también conocido como arco de plasma, utiliza fundamentalmente los mismos principios que el proceso de soldadura GTAW/TIG (Tungsten Inert Gas), por lo que se puede considerar como un desarrollo de éste, para mejorar algunos aspectos.
Como diferencias, cabe destacar dos, principalmente:
- La densidad energética y la temperatura de trabajo son muy elevadas (mucho más que en el proceso TIG), debido a que el estado plasmático se alcanza cuando el gas es calentado a una temperatura tal, como para conseguir su ionización, consistente en la separación del elemento en iones y electrones.
- La zona de impacto es muy reducida, siendo unas dos o tres veces inferior, en comparación a la del proceso TIG. Ésta se configura en su mejor baza y hace que sea una técnica óptima para soldar metales de espesores pequeños y piezas de reducidas dimensiones.
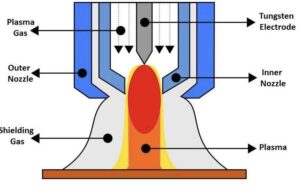
En la soldadura PAW, el arco eléctrico establecido entre el electrodo de tungsteno (no consumible) y el metal a soldar, es el encargado de aportar la energía necesaria para conseguir la ionización. Como soporte del arco, se emplea un gas, generalmente argón puro (sin mezcla con CO2) o en algunos casos, helio con pequeñas proporciones de hidrógeno, que pasa a estado plasmático a través del orificio de la boquilla que estrangula el arco, dirigiéndose al metal base un chorro concentrado que puede alcanzar los 28.000 ºC. El flujo de gas de plasma no suele ser suficiente para proteger de la atmósfera al arco, el baño de fusión y al material expuesto al calentamiento. Por ello a través de la envoltura de la pistola se aporta un segundo gas de protección, que envuelve al conjunto.
Modalidades
La soldadura por plasma (PAW) se presenta en tres modalidades de soldadura:
- Microplasma, con corrientes de soldadura desde 0.1A hasta 20A, que genera un baño de soldadura similar al formado en GTAW (TIG), mediante el cual se derrite una parte del material de la pieza de trabajo debajo del arco.
- Fusión metal to metal, con corrientes de soldadura desde 20A hasta 100A, dónde el arco tiene mayor penetración.
- Keyhole, por encima de los 100 Amp. en el cual el arco plasma penetra todo el espesor del material a soldar.
Aplicaciones
Principalmente, se utiliza en uniones de alta calidad tales como en construcción aeroespacial, plantas de procesos químicos e industrias petroleras.
El proceso PAW se puede utilizar con aporte de material de relleno, como de forma autógena (sin aporte).
Dado que el arco restringido de PAW permite una mayor profundidad de fusión en comparación con GTAW, PAW es potencialmente ventajoso para la soldadura autógena (es decir, sin el uso de metal de relleno). El rango de espesores idóneos para este tipo de soldadura, sobre materiales con base Ni/Co es aproximadamente de 3 a 8mm. Si bien es posible soldar una amplia gama de espesores con PAW, generalmente se pueden lograr mejores resultados con otros procesos de soldadura para espesores fuera del rango indicado, de 3 a 8 mm, o incluso, una combinación de varios procesos.
La polaridad eléctrica para el proceso PAW debe ser electrodo de corriente continua negativa (DCEN / «polaridad directa»). Se debe lograr un equilibrio adecuado entre la corriente de soldadura, el flujo de gas y la velocidad de desplazamiento para proporcionar una soldadura consistente. Un ajuste inestable puede provocar turbulencias en el baño de soldadura. Las mezclas de gas, argón o argón-hidrógeno, se utilizan normalmente para el gas de la antorcha y el gas de protección. El gas de la antorcha tiene un fuerte efecto sobre la profundidad de penetración y el perfil de la soldadura. Pequeñas cantidades de hidrógeno (~ 5%) son típicamente suficientes para aumentar la energía del arco para la soldadura autógena, y cantidades mayores pueden conducir a la porosidad en el metal de soldadura.